
Welcome back to the blog series where we will illustrate how Takt and Last Planner® work together to support the creation of flow on projects. The next two blog posts (parts 1 and 2) will help you learn how to level work in a Takt-ed system.
This is part 1. Let’s get started!!!
Let me tell you about the Takt.ing simulation to illustrate how to level work.
Takt.ing Simulation Picture:

We usually play three rounds when playing this with teams.
Round 1 – We give the team the simulation and ask them to plan and build it however they like.
The team usually finishes in about 13-15 minutes because they are batching work and there is little organization. Each person goes as fast as they can as they push work and rush through.
Round 2 – We ask them to plan it with a Takt time by zone as best as they can.
The team will start out working by zone and attempt to hit their Takt time, but they soon get off rhythm because work is not leveled. The scopes that are in the simulation are spot footings, grade beams, columns, column caps, primary beams, secondary beams, trusses, roof panels, and exterior panels. The grade beams, primary beams, and secondary beams take much longer than the other scopes of work, so the team gets off rhythm and it feels a bit chaotic. They still finish earlier at 10 minutes or less, but it doesn’t feel like a flow system yet.
Here is what happened…
Work Distribution Example:
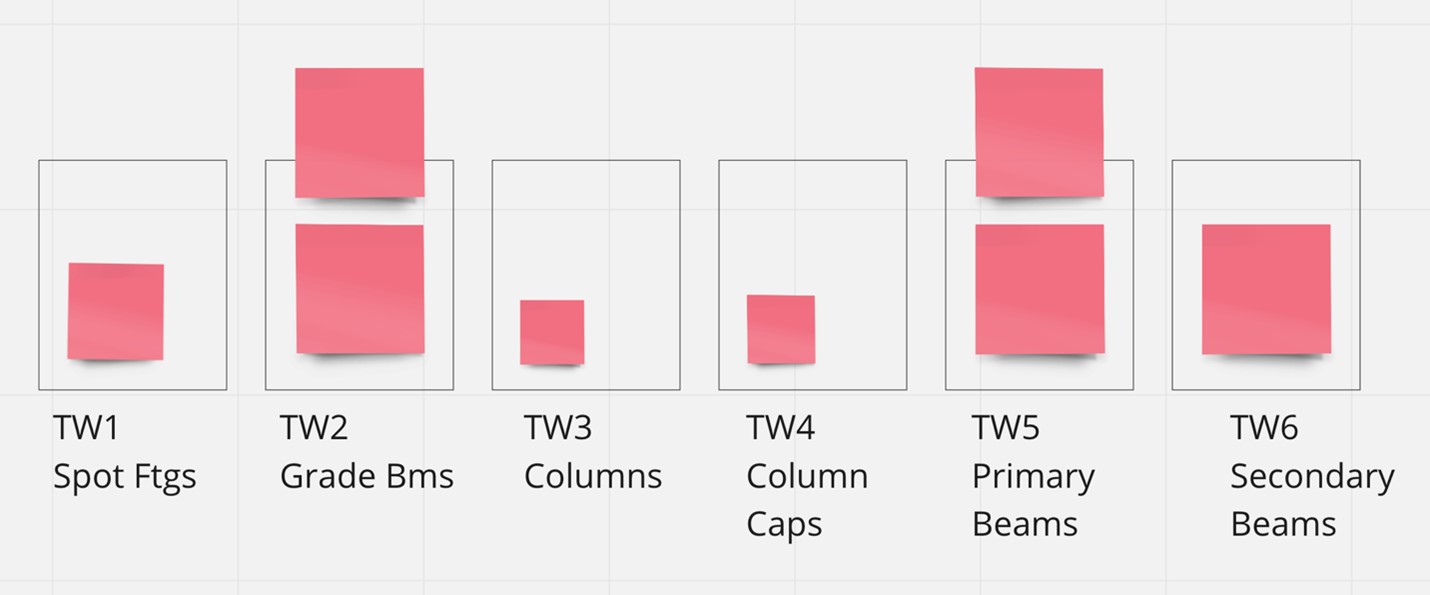
In a Takt System, we package work in what is called Takt Wagons.
These Takt Wagons represent the process (or processes) that are completed by zone within a Takt time.
In round 2, the work was not packaged equally. As you can see in the graphic, TW1 has a normal amount of work within the Takt time which makes it possible to complete it on time. In the graphic we have represented the amount of work as red boxes and the Takt time as rectangular lines. Next, let’s look at TW2. There is too much work in that Takt time for that scope of work. When this happens, we get off our Takt time rhythm. Perhaps this has happened to you when experimenting with Takt planning. If so, what is the solution?
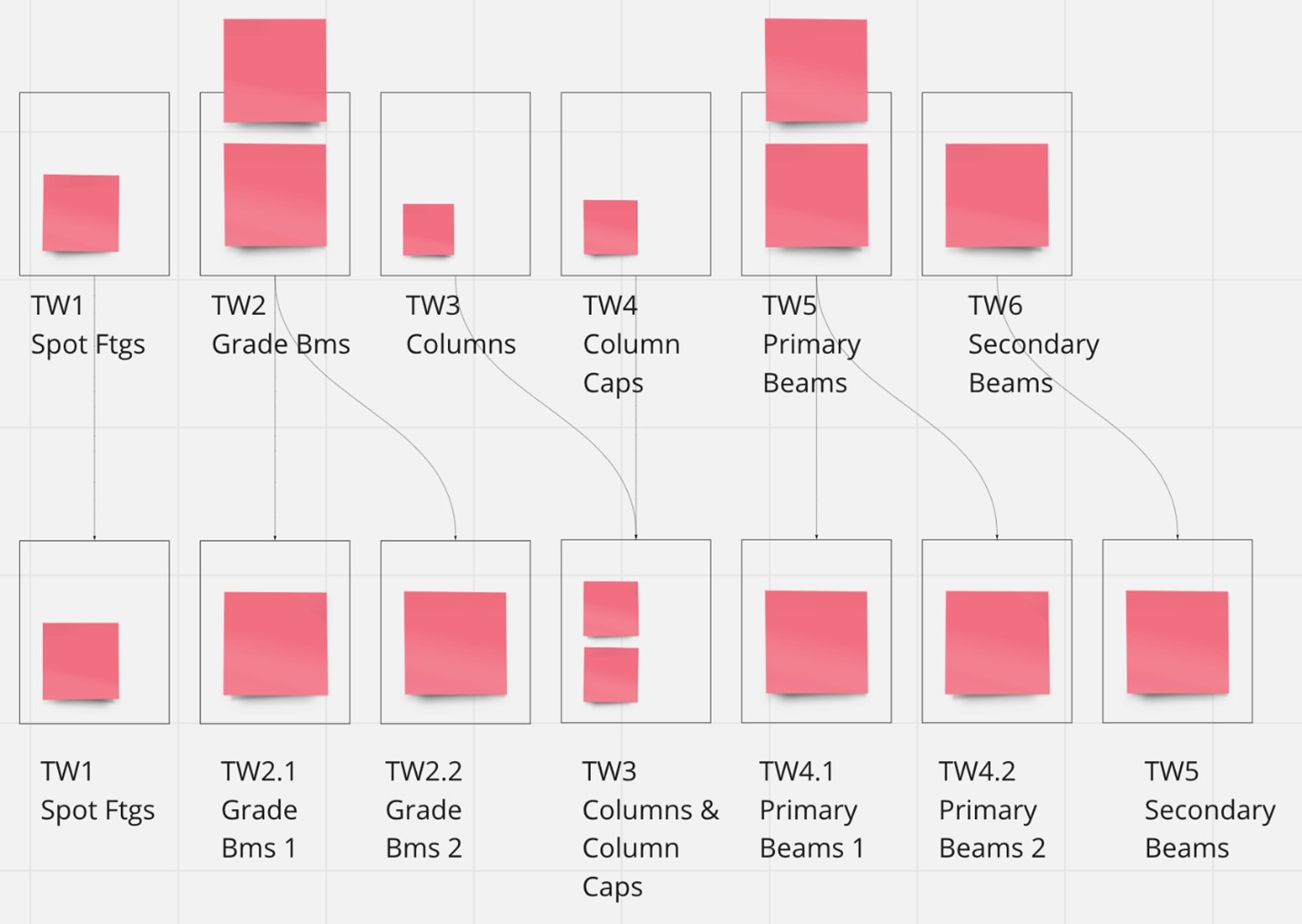
We level the work! In the image below, you can see how the work was leveled properly into the right sequence of Takt wagons.
Leveled Work Example:
So, let’s do that and talk about…
Round 3 – We level work and play the simulation at a reduced time.
In round 3, we start off the right way, with a pulled sequence and production rates.
We pull up this information on the computer before we begin.
Production Rates in order by Sequence:
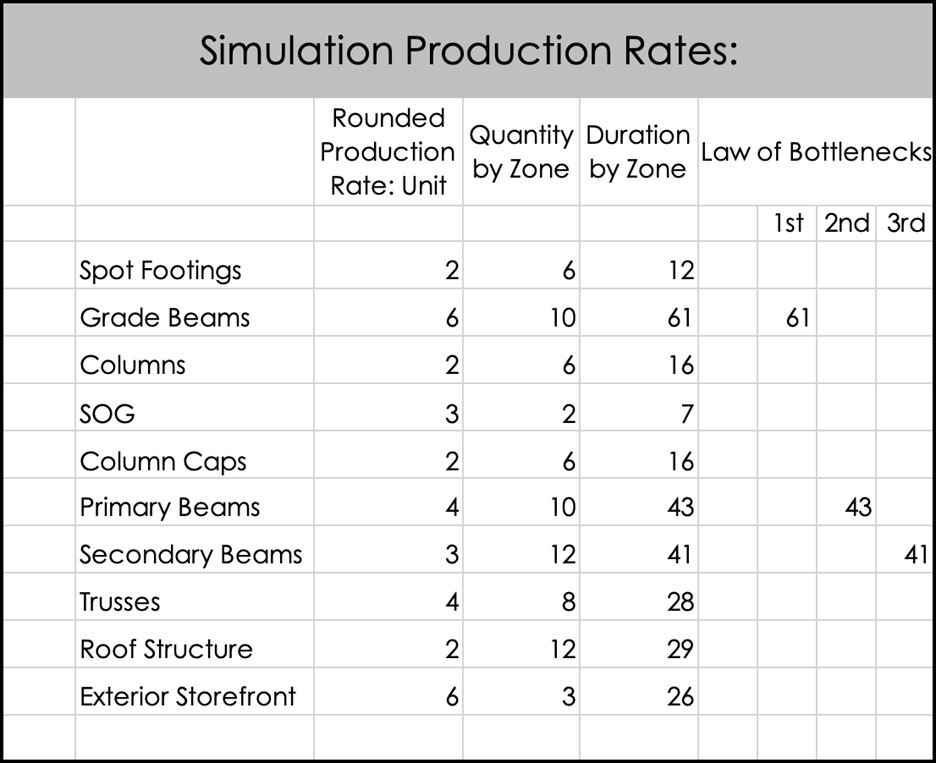
As you can see from the data, grade beams, primary beams, and secondary beams take the longest of all the scopes of work.
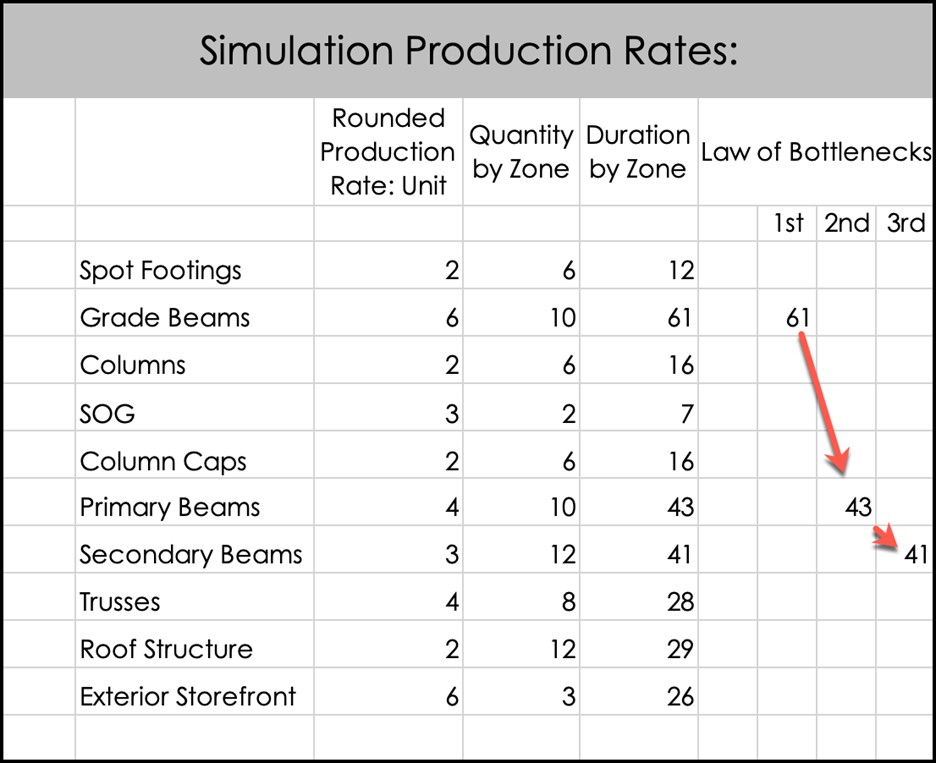
We analyze this by showing our first, second, and third process bottlenecks.
Image Showing Bottlenecks:
Once we know the duration of each scope from a pull plan and accurate production rates from quantities, we can level the work. This is what it would look like.
Leveled Packaging of Simulation:

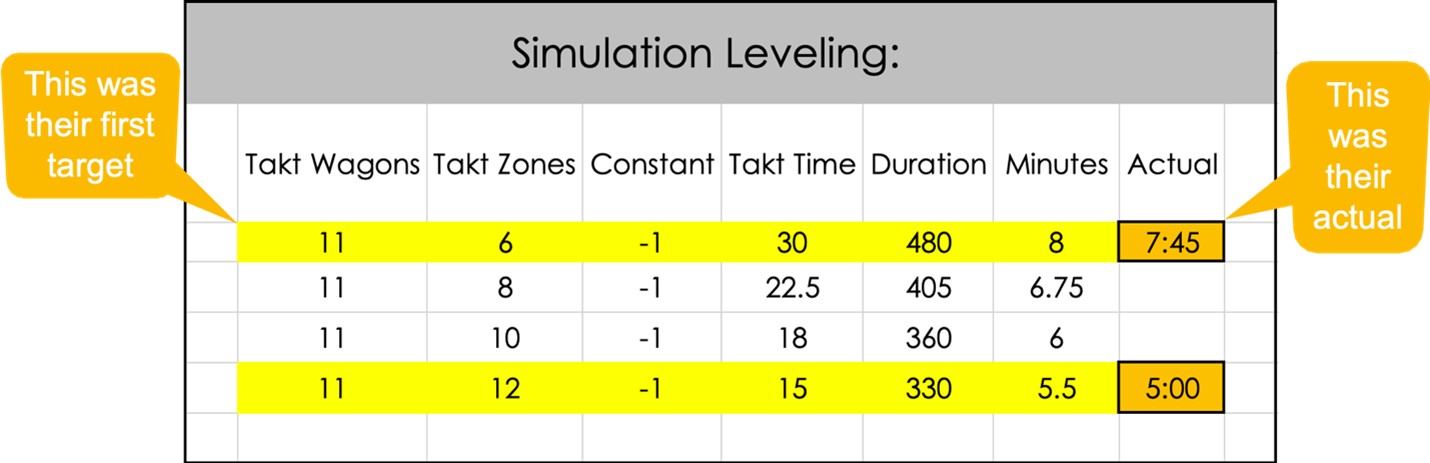
This plan runs 11 Takt wagons on a 30 second Takt time, with 18% buffer. When the team began to build the simulation with this plan, they were able to keep their rhythm. They ran the simulation with 6 zones and 12 zones per the Little’s Law breakdown below. That means they got the time down to 7:45 when using 6 zones and 5:00 minutes when doing 12. Remarkable! That is over a 60% reduction in time.
Little’s Law Calculation:
You have likely seen these types of simulations before, but they were likely for one zone or area. This world-class simulation optimizes multiples areas throughout a large structure. It is quite impressive.
The key here is to level the work so there is not too much buffer, and not too little as the image shows below.
Flow Target:

If I had one wish with Takt planning, it would be that people level and package their work properly to create flow. There must be leveled work and the right amount of buffer in each Takt wagon per the Takt time. If that happens, work will flow. Check out this time-lapse video to see where they ended up:
And here is the best part: once work is leveled, the team was able to implement Takt control.
Takt Control
Takt control is the control of flow in the field once work is leveled in the Takt plan. To better keep their rhythm and support their flow, the team:
- only started work on the Takt time
- started holding daily huddles
- increased their communication
- pre-staged materials
- organized their logistics by zone
- focused on installing it right the first time with preconstruction meetings and first run studies
- swarmed problem areas
- used buffer times when a problem arose
This is a pattern we see with Takt projects that level their work. They begin to implement Takt control. The following methods can be used within your huddle system to maintain Takt control.
Foremen & Super Control:
- Prepare and stage materials ahead of the Takt time – materials can be staged ahead of work that is about to start to increase flow.
- Prepare for the next task in the buffer time – the more a team prepares the next task within the buffer of the Takt time, the shorter the cycle time will be.
- Finish the work completely in areas within the Takt time– the better work is finished in an area, the easier it will be for following contractors to complete their work in a flow on time.
- Pull Contractors behind you – pulling contractors behind you means completely demobilizing, cleaning, inspecting, and finishing an area to the point that the following contractor is pulled into the area.
- Train and prepare people for the next area of work – if there is a buffer at the end of a Takt time, an effort should be made to increase the training of workers to prepare for the next cycle of work.
- Matching staging areas – having organized staging areas that reduce treasure hunts and increase the transfer of materials will increase flow in production.
- Increasing communication – the more trades communicate in meetings and huddles in safe environments, the better work will flow.
- Swarming problem areas – if there is a roadblock or bottleneck, or area of work that is slowed, the project team and leadership can swarm that area and remove the roadblock or bottleneck. This is done with swing capacity from workable backlog resources.
Creating stability:
- Clean, safe, and organized project – to be successful with Takt, the project must be clean, safe, and organized.
- Team is balanced and healthy – In order for Takt control to take place, the team must be balanced and have a healthy team dynamic.
- Managing delays as a team – delays must be managed immediately and continuously as a team to enable Takt production.
- Hold Takt time starts – it is better to hold start dates and wait for the start of a Takt time to begin work than it is to start them earlier by request and cause variation.
- Daily huddles – daily huddles ensure work is being completed per the plan daily, and they allow Takt control methods to be implemented daily.
Leveling Work:
- Adjusting Takt zones – Takt zones must be adjusted if there is a problem with production flow. Smaller zone sizes mean a faster schedule.
- Adjusting work packaging and work steps – the leveling of work packages and work steps is crucial to increase flow in construction.
- Bring materials and equipment JIT – materials should be brought out JIT according to inventory buffers and with supermarkets.
- Level manpower – as worker counts are leveled at the right levels, production will increase.
- Adjusting work so each Wagon has buffers – each wagon should have buffers to increase the time crews have to finish and prepare.
Roadblock Removal:
- Use and manage buffers – buffers need to be used to absorb roadblocks and variation.
- Make-ready Look-ahead planning – make-ready look-ahead planning should bring roadblocks to the surface so they can be removed.
- Use roadblock maps – roadblock maps should be used so the flow of construction can be compared to where roadblocks may impact the flow.
- Remove roadblocks – the project team must focus on the identification and removal of roadblocks every day as their first priority.
Quality Product:
- Quality at the source – work must be installed right the first time.
- Finish as you go – scopes of work must be finished before demobilizing areas.
- Pre-fabrication as much as you can – prefabrication enables Takt-ed projects to go fast because problems are identified in the shop before fabrication.
- Creating quality triggers in the schedule – the quality steps must be shown on the schedule.
Manage Production:
- Optimizing bottlenecks – process bottlenecks must be improved by improving trade cycle times and the efficiency of their work.
- Optimizing cycle times – cycle times are improved when trades learn from previous cycles and use the PDCA cycle.
- Reducing batch sizes – production can be increased by reducing batch sizes or Takt zones sizes.
- Increase Labor productivity – labor productivity can be increased by having consistent crews, with low onboarding needs, little context switching, proper crew sizes, with focused projects and consistent crew composition.
- Reduce variation – teams can increase production by reducing any kind of variation on site.
In conclusion, the list above are the common strategies and tactics you will use to constantly maintain Takt control within the meeting system and maintain that leveled flow.
Stay tuned next week, when I share a complete rundown of the recommended meeting system in case you want to reference it as a structure to implement Takt control.

Jason Schroeder, Elevate Construction
Jason Schroeder is a former Field Operations and Project Director. He has worked as a construction leader for 23 years through positions that range from field engineer to project superintendent, general superintendent, and field operations director. He is the Owner and Lead Trainer at Elevate Construction, a company focused on elevating construction throughout the world by providing insights, solutions, and training. His mission is to create respect in the field, through trained leaders, which ultimately preserves and protects families in construction. He is the creator of the Field Engineer Boot Camp and Superintendent Boot Camp, which are immersive courses that train field leadership. Jason Schroeder hosts the Elevate Construction Podcast, a blog through elevateconstructionist.com, and trains, consults, and coaches throughout the world.







